Updated May 29, 2023
Introduction to NumPy Outer
The numpy.outer() function from the Python numpy module is used to compute the outer product of vectors, arrays, and related objects. It takes more than two inputs to accomplish the computation when using the numpy outer() function to combine two vectors at the outer level. It will be the array format; like both single or multi-parameter arguments, we can store the results in “out” parameter. It enables computations involving vector and matrix types.
Syntax
Outer() is one of the predefined functions of the Numpy library, and mainly, it’s used for vector and matrix calculations; its basic syntax is as follows below.
import numpy as first
x=first.ones()
y=first.linspace()
z=first.outer(x,y)
print (z)Above basic Python code, we have imported the numpy packages in the Python script, and it has called the pre-defined methods of the package. The vector has rows and columns for all the dimensions, releasing both 2D and 3D vectors in matrix multiplications.
How outer Function works in NumPy?
In the Numpy library, the outer is the function or product of two coordinate vectors in the matrix calculations. We use more than one vector with dimensions like any variables, and their variables are calculated using the “x” multiplication operator for calculating matrix outputs. If suppose we use the tensor type of datas like a multidimensional array of numbers, then the outer function will give the tensor as a result. It is also known and defined as tensor algebras. The outer function is also known as the outer product, and the tensor is also referred to as the tensor product. The outer function used dot products, and Kronecker products also used standard matrix multiplications.
The dot products help to take the pairs of coordinate vectors as the input and produce a scalar, and the Kronecker products take the pair of matrices as the input, producing block-level matrixes values. In other programming languages, we have passed the two-parameter types, and the functions will also return the Boolean type of values; it contains two types of single-dimensional arrays, and these dimensional arrays will syntactically be represented in different ways one is binary infix operators, and the other is postfix adverb, The outer function is passing these type of arguments as the functional values. The Matlab products used multidimensional arrays, passing the parameters with more than two arguments in the function. The NumPy arrays can be classified into different types mainly it will focus on Single-dimensional arrays and Multi-Dimensional arrays. But most important is whenever or wherever we can perform numpy operations before that, we must install the NumPy library packages in the python codes. We can use some commands for installing the packages depending on the operating systems.
The Numpy arrays have used both single and multi-dimensional arrays if we can pass the Python list to the arrays method in single or one-dimensional arrays. And if we pass the list of lists packages in the arrays method in multi or two-dimensional arrays. The matrix array multiplication in every inner list and the outer lists becomes the rows and columns if the number of columns equals the number of elements in each inner list. When we use arrays in the Numpy, it has some default and important pre-defined methods, which are arrange(), zeros(), and ones(), etc, while creating the NumPy arrays. Also, if we use the arrays, it takes the arguments like start index, end index, and some linearly-spaced types of numbers that can be the specified ranges. The index values are different depending on the application requirement.
Examples of NumPy Outer
Here are the following examples as mentioned below.
Example #1
Code:
import numpy as np
p = np.array([3, 6, 8], float)
q = np.array([4, 7, 13], float)
print("The Calculation of Matrixes and vectors are.")
print("p:")
print(p)
print("q:")
print(q)
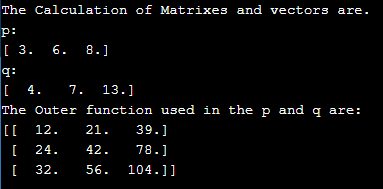
print("The Outer function used in the p and q are:")
print(np.outer(p, q))Output:
Example #2
Code:
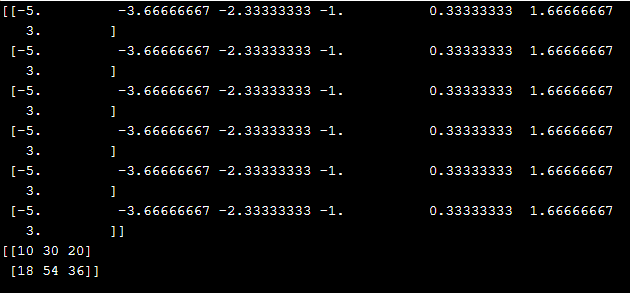
import numpy as np
p = np.ones(6)
q = np.linspace(-5, 3, 7)
r = np.outer(p, q)
print (r)
x = [5, 9]
y = [2, 6, 4]
z = np.outer(x, y)
print(z)Output:
Example #3
Code:
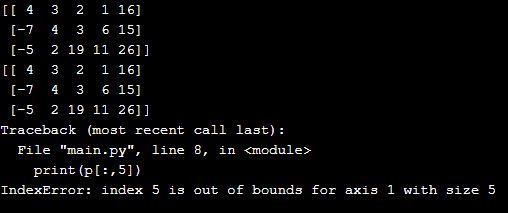
import numpy as np
p = np.array([[4, 3, 2, 1, 16],
[-7, 4, 3, 6, 15],
[-5, 2, 19, 11, 26]])
y = [2, 6, 4]
print(p[:3, :7])
print(p[:6,])
print(p[:,5])
print(A[:, 4:8])
z = np.outer(p, y)
prPostint(z)Output:
In the above three examples, we described the outer function in different areas, as well as the Numpy library has used many other different methods like slicer(), inner(), ones(), etc. If the user inputs must be entered in multiple areas simultaneously, the inputs are validated in both the front and back ends. Depending on the application requirements, the inputs can be in number formats such as integer, float, or decimal point. When using the Numpy packages, it becomes essential to validate user inputs due to their specific design for integer formats and utilization of arrays and vectors for matrix calculations.
Conclusion
In this article, we have discussed some important points regarding the Numpy packages and their method, especially in the outer() function. So in the latest and future technology purpose, these Numpy packages and their methods are an important part of the technology trends.
Recommended Articles
This is a guide to NumPy Outer. Here we discuss How outer function works in NumPy and Examples along with the codes and outputs. You may also have a look at the following articles to learn more –